One of Avantier’s defense industry customers asked the company to assess the feasibility of producing a large-format infrared dome from hot-pressed magnesium fluoride (MgF2) (Figure 1).
This dome would be integrated into an airborne optical system, requiring VIS-IR transmission up to 5 µm and a combination of excellent surface quality and durable bonding to a fiberglass lower adapter.
The project’s size (Ø 300 mm) and precision requirements necessitated the use of specialized manufacturing processes as well as careful raw material utilization and early-stage design collaboration to balance manufacturability, cost, and performance.
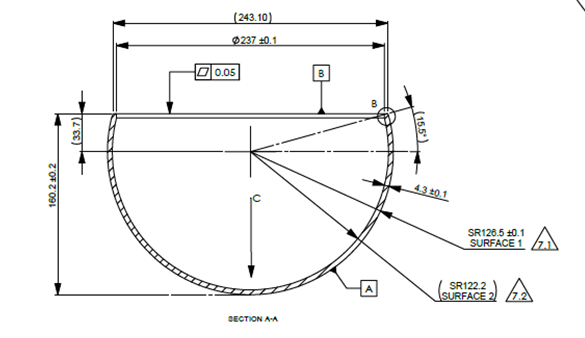
Figure 1. Image Credit: Avantier Inc.
Design and Manufacture Challenges
Optical Performance Requirements
The dome required ≥80% transmission up to 5 µm without coating, as well as potential AR coating from 0.3 µm to 5 µm optimized for 4 µm to 5 µm. It was also necessary to achieve this high-purity MgF2 with no stress birefringence (n=1.3812) and precise control of the figure and finish of the optical surface.
Material and Cost Constraints
Large MgF2 blanks are expensive and offer only low yield rates. A single fracture during processing could potentially result in considerable loss, adding financial pressure in terms of maintaining the original quoted price while accommodating tight specifications.
Mechanical and Thermal Demands
It was important that the bonding interface exhibit shear strengths of ≥15 MPa at −40 °C and at room temperature, and ≥2 MPa at 200 °C. Careful adhesive selection and surface preparation were necessary to meet this requirement while ensuring adequate performance in airborne operational conditions.
Machining Risk
The customer’s initial design featured an internal step, posing a potentially high fracture risk during internal grinding operations.
Solutions and Outcomes
Bonding Interface Optimization
Avantier advised moving the design’s internal step to the external surface to enlarge the bonding area and eliminate the fracture risk posed by internal milling.
Controlled Surface Roughness Zones
A total of three bonding zones were prepared with Ra 0.8–1.6 µm: a bottom flat, an outer sphere 8 mm from the base, and an inner sphere 8 mm from the base. This approach was key to maximizing adhesive performance. An optional 0.012 µm polish was also offered for use in optical interface applications.
Early Evaluation Coupons
Smaller test coupons (180×180 mm or 200×200 mm) were also proposed to meet the need for rapid evaluation. These coupons were deliverable in 30–35 days, versus 50 days for full-size plates.
Precision Fabrication and Inspection
Interferometry was used to measure surface figure for convex surfaces, with matched templates used for concave surfaces. Full-dimensional inspection reports were also included prior to shipment.
Results
- Fracture risk was eliminated, with the external step design proving effective at removing machining hazards.
- Yield improvement was ensured via optimized blank preparation and machining, with predictions showing a >20 % higher acceptance rate.
- Operational compliance was also assured, with adhesive and surface preparation meeting shear and thermal cycling requirements.
Conclusion
Avantier successfully delivered a precision MgF2 hyperspherical dome optimized for airborne optical systems, overcoming challenges associated with material cost, fracture risk, and bonding performance.
The robust combination of design innovation, risk-mitigation strategies, and surface preparation improved yield while ensuring reliable operation under extreme conditions.
This project sets a benchmark for future airborne defense applications while highlighting the company’s ability to engineer large-aperture optics with both technical precision and cost efficiency.
Acknowledgments
Produced from materials originally authored by Avantier Inc.

This information has been sourced, reviewed, and adapted from materials provided by Avantier Inc.
For more information on this source, please visit Avantier Inc.